|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
Competitive
Advantage – Short Lead Times “If the market
is dominated by a poorly performing organization and I want to take the
market, all I have to do is develop a more responsive order fulfillment
process. I do not need a higher
quality product, a more advanced product, or even a cheaper product. If I care for your customers better than
you do, they will be mine (1).” Lead time can be an extremely important competitive
advantage when stock is not held in advance.
Many organizations, including many not-for-profit and service
organizations where the customer is directly involved in the process, are
essentially make-to-order businesses.
You can’t store the finished product ahead of time; thus lead time is
of critical importance. Many
manufacturing and process organizations are also make-to-order. The order might be for a standard item or
it might be for a unique “special” item that has to be designed first,
however, it can still be made and delivered to the customer within the
time-frame that the customer is willing to wait. Make-to-order businesses, whether service
or production based, for profit or not-for-profit, can directly benefit from
lead time reduction due to the removal of excess work-in-process, smaller
transfer batches, and/or smaller process batches. Lead time is a
very important component in a customer’s perception of business
performance. In a make-to-order
business the lead time has a direct impact on the business and on the
customer. Total lead
time is the result of total work in process (manufacturing lead time). This is primarily driven by; (1) Excessive queue time/work-in-process. (2) Batching of
product. (3) Batching in
time. Let’s look at
each of these in a little more detail. We have seen
that in a production constrained system it is possible to introduce
drum-buffer-rope and thereby increase the output, which has the effect of
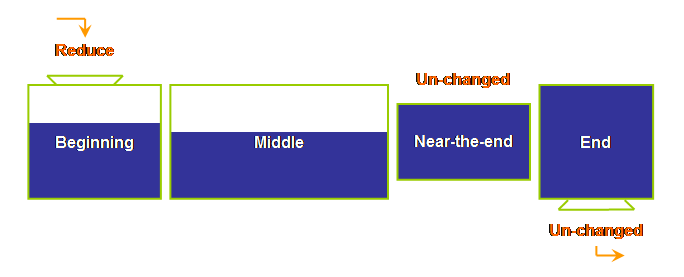
reducing the lead time by reducing the overall level of work-in-process. Let’s call this “drying the system
out.” In the situation here where we
have a market constrained system, we can not increase the output – it has no
where to go – so we must reduce the input for a while in order to dry
the system out.
If we decrease
the physical batch size we will reduce the amount of time spent in the
process and this too will decrease the lead time. We dealt with this in some depth in the
production section on batching. It may
be worthwhile to check this again.
Essentially there are two ways to approach lead time reduction in a
make-to-order environment, either splitting batches into sub-batches while in
the process – transfer batching – or releasing smaller discrete batches more
often – process batches. Of the two,
transfer batching offers the potential for the greatest decrease in lead
time. Reductions in lead time of one
half to one quarter or less are quite possible. Single-piece-flow is the ultimate version
of transfer batching. If we increase
the frequency of our schedule we will reduced the amount of time an order
waits before it is launched to manufacturing.
Don’t worry, there are organizations that still batch their schedule
once a month or once a fortnight – we should be looking at once a day. This reduces but doesn’t completely remove
batching in time effects. Reducing the
input using drum-buffer-rope will decrease the lead time. Increasing the scheduling frequency will
decrease the lead time, and decreasing either transfer batch or process batch
size will decrease the lead time.
Having faster service levels than you competitors will stimulate
demand for your products. In fact
because you are have spare operational capacity you can segment your market a
little and make even more money. Let’s
have a look at that. If our actual
manufacturing lead time is shorter than our quoted standard lead time, or if
we have a lot of spare capacity, or we can reduce transfer batch size on
“hot” orders easily, then offering a premium “rush” service at a premium
price is a tactic to increase cash flow.
Aim to bring in new customers who haven’t yet availed themselves to
the standard service – they soon will. Conversely,
customers with time to spare are also a good source of additional revenue
(2). Again it is dependent upon having
sufficient spare capacity on hand. By
offering a discount for long lead time for additional work, we can slot this
work in to fill-out your work load.
Care needs to be taken to segment these clients (isolate them) from
the standard work, or else we will simply downgrade (discount) our existing
clients without increasing throughput.
Again we are aiming to bring in new customers or new work that hasn’t
yet availed itself to the standard service. Having a
shorter lead time than competitors in a market constrained make-to-order
environment is a significant commercial advantage. Obtained a shorter lead time is mostly
policy driven in the form of reduced total work-in-process, reduced transfer
or process batch size, and increased frequency of scheduling. (1) Woeppel,
M. J. (2001) Manufacturer's guide to implementing the theory of constraints,
pg 22. (2) Newbold,
R. C (1998) Project management in the fast lane: applying the theory of
constraints, pp 126-129. This Webpage Copyright © 2003-2009 by Dr K. J.
Youngman |