|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
Why Do We Batch? Batching issues have a profound influence on the
characteristics of any process and substantial gains can be made by properly
understanding the dynamics involved.
Although we often don’t think about it, we can batch in either
quantity of material or quantity of time.
They seem interchangeable but most often one is treated as the
variable and the other invariable. We
batch once a week; means time is invariable and material is variable. We batch a full load; means material is
invariable and time is variable. Let’s confine ourselves here to the batching of
material. And why do we batch?
Well, to be efficient of course! Increased batch size affects work-in-process
inventory levels, manufacturing lead time, local and global safety time
issues, and finished goods stock levels by increasing them. Increased batch size affects quality and
throughput by decreasing them.
However, well thought-out changes to critical batch sizes can hugely
change these parameters within a process.
It does so not by speeding up machine or process time, but by reducing
idle time when work sits on the workshop floor (or office desk, or computer
hard disk) between process points. So far we have only considered drum-buffer-rope in
terms of reducing the “excess” work-in-process from the system. You might like to consider this as “drying”
the system out. Often this alone will
substantially reduce manufacturing lead time, but after doing that, it is
time to look for our 5th gear – overdrive – smaller batches move much faster. Batch size issues at a formal level have tended to
be treated as a trade-off analysis or optimization between set-up or ordering
costs, storage and holding costs, and stock out costs (1). The resultant optimal batch size is known
as the Economic Order Quantity or EOQ.
The formalization dates back to about 1915 (2). However, while most everyone knows about
Economic Order Quantity, very few people ever bother to calculate it. There is a far more fundamental driver to
batch sizing. The fundamental driver is reducing “non-productive”
set-up time, and maximizing “productive” processing or machine time. There are usually very strong measurement
incentives – timesheets – which cause workshop floor personal to minimize
set-up time and maximize process time.
The easiest way to do this is to decrease the frequency of set-ups by
increasing the batch size. There is,
however, another more subtle and less often expressed driver at work as well. A set-up should be a matter of pride for set-up
personnel; however, in addition to the pressure of completing the set-up as
soon as possible, there is also the added responsibility to get the set-up
exactly right. In fact, the larger the
batch to be processed, the more pressure there is not to cause an error that
might be replicated exactly on every item in the batch that is subsequently
processed. Contrast this with the
relief the personnel have once the machine – especially an automated or
semi-automated one – starts its production run. One should be able to relax and monitor the
run which might take hours or even days before the same or another machine
requires its next set-up. Thus we have
a more personal driver for reducing the frequency of set-ups and consequently
increasing the batch size. There is an important follow-on effect to reducing
the frequency of set-ups. Just as
introducing computer integrated manufacturing removes operator involvement
and operator skills atrophy (3), decreasing set-up frequency drives set-up
proficiency down. The danger is an
ever downward spiral of reducing set-up frequency and increasing batch
size. Even when the operator element
is reduced or replaced in “flexible” manufacturing systems, the performance
is in some cases worse than the manual system. Rather than producing more variety of lower
volume, these systems often produce less variety of higher volume (4). That is to say, set-up time is reduced and
batch size increased. This is clearly
a management decision, not an operator decision. Of course there are many places where the
manufacturing concept of set-up time does not apply. Consider a paper work flow in an
office. What usually happens? People accumulate of pile of similar jobs
and process it together at one time – because it’s efficient. OK, so there is no way to account for this
carry-over into the service industry, but it does exist, and probably arises
from a need to locally optimize. It is sometimes hard to imagine how reducing the
batch size can reduce manufacturing lead time. Clearly each processed part takes the same
time to go through each process stage regardless of whether there is one or
one thousand pieces in the batch. The
answer however lies not in the process time but in the waiting time. Let’s break manufacturing lead time down into its
component parts; set-up time,
run time, move time, and queue time (5).
Queue time is also known as non-instant availability (6). “Queue time is usually much larger than the
sum of the other numbers. The only
number that considers the size of the order is the run time (5)." We can break run time down into process
time and wait time for each individual piece in the batch. Let’s draw a table to show this.
Generally, even
when the queue time has been reduced, the wait time for each piece will be
large. The first piece spends most of
the run time waiting after being processed while all the other pieces are
being processed. The last piece spends
most of the run time waiting before being processed while all the other
pieces are being processed. Pieces in
the middle of the batch wait equal amounts of time before and after being
processed. OK, there is a lot of
waiting during run time. We can reduce the amount of waiting during run
time. Let’s see how we can do that. The first mechanism is transfer batching. In the first case a job goes through four
operations with no queue time. Each
operation takes 4 hours for a total of 16 hours. In the second case as soon as half of the
first operation is completed it is passed to the second operation. As soon as that half is completed on the
second operation it is forwarded to the third operation and so forth. The total duration is decreased from 16 to
10 hours. In the third case we pass on
one quarter of the job as soon as it completed at each stage. Total duration is compressed from 16 hours
to just 7. We do this at no cost of
additional set-ups.
If you attempt to formalize transfer batching as an
explicit operating procedure, be prepared for howls of dissent from workshop
personnel. Also be aware that at the
end of each measurement period; be it a week, a month, or a quarter, the very
same workers, foremen, and supervisors, will quietly and automatically go
about making discreet arrangements with each other to expedite work to
completion using implicit transfer batching.
Transfer batching is natural. Whereas reduced transfer batch size might be natural
when it is aligned with end of period performance measures, reducing process
batch size isn’t at all natural due to the reluctance to increase set-ups as
outlined previously. However, reducing
process batch size is the major driver in reducing finished goods inventory,
and reducing finished goods inventory is the major driver in reducing
forecast dependency and stock-outs.
Reducing process batch size, however, is also a major driver for
increasing set-up frequency and thus decreasing productivity on the
constraint. This seems like an
impossible dilemma. Moreover, the companies that are most likely to
benefit from reduced finished goods stock are those with the largest
inventories of make-to-stock items.
Because they make so many stock items, and their lead times are so long,
they need significant amounts of finished goods. How can we reduce the process batch size on
the constraint and so reduce the lead time and the finished goods inventory? Well there are two solutions; (1) Reduce the set-up time on the
constraint (only). (2) Hunt for the biggest process
batches and split them up. Normally, proper exploitation or protection of the
constraint will produce significant increases in productive time without
attempting to reduce set-up time.
Set-up reduction tends to be the last thing that people want to do,
rather than the first. Even with
set-up reduction, if we split all process batch sizes in half –
doubled the set-up time on the constraint, we might just render the
constraint unable to process the required throughput. Therefore, hunt for the biggest
process batches first. Here is one of those occasions where you can get
something significant for very little effort.
Large process batches are like a truck and trailer unit full of gravel
driving down a highway. Usually it can
do a good speed on the flat parts, but the rig slows down considerably going
up (and down) hills. Smaller, lighter,
and faster cars also have to slow down unduly behind the truck on the hills. In terms of process batches, a heavy truck
and trailer is like a large process batch, a car is like a small process
batch. The flat road is a section that
has a very short process time, and a hill is a section with a very long
process time. Large batches entering a
long process time section will hold up small batches behind them that have
just left a short process time section.
The small batch now has to queue in proportion to the run time of the
large batch ahead of it. So what is the solution? Well, returning to the truck and trailer analogy, if
we split the load into two trucks, then both trucks would be able to travel
at greater speeds up (and down) the hills, and the smaller, lighter, and
faster cars can do likewise. In the
factory if we split the largest process batches into two – and separate them
in time (otherwise people will just join them up again – trust me), then
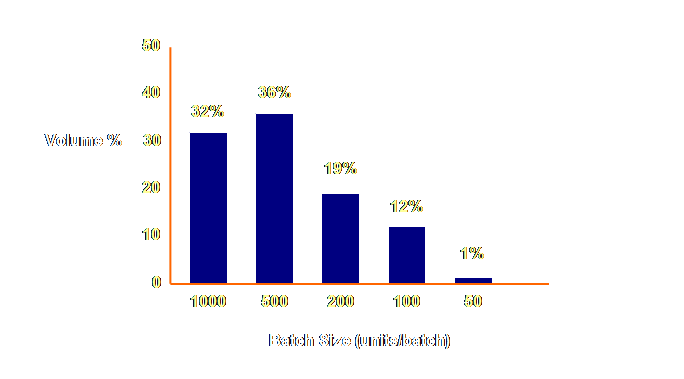
everything will be able to move faster as a result. Essentially we have a better process flow. So what proportion of my existing batches am I
looking at? Well, product volume will follow some sort of Pareto
distribution. Construct histograms of
volume percent of product versus process batch size, and also of the lot
percentage (percentage of batches) against process batch size. You will find somewhere between 70-80% of
your production volume in your largest batch size classes. You will also find that those same batch
size classes account for between 20 and 30% of the total set-ups. Does this square with reality? Yes. We tend to batch-up the highest demand
products into the largest (and most efficient) process batches – giving high
volume and a small number of set-ups.
On the other hand we can’t batch up all the “rats and mice” that we
sell as well – giving quite a small volume and a very large number of
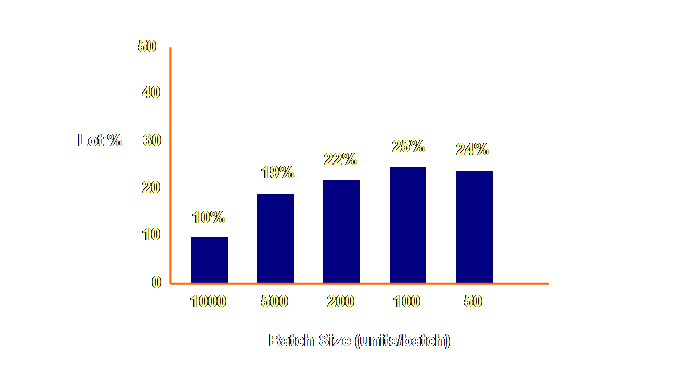
set-ups. Let’s illustrate this with some real data from a
large-scale small-device batch manufacturer.
Firstly let’s look at the volume percentage versus batch size.
Let’s then look at the number of lots of each of
these batch classes.
The large process batches cause everything else to
slow down. If for example total set-up
time for a large batch is the order of 10% of the total process time for
these large batches, then halving the largest batch size and doubling the
number of set-ups will increase the set-up time for these batches from 2-3%
of total time to 4-6%. Not a big price
to pay! And if you are looking for
spare time, take a good hard look at absolute downtime recorded and not a
pie-chart of set-up, process time, maintenance time etc. So, do the arithmetic on splitting the largest
process batch classes into two smaller process batches. See if you can accommodate the additional
set-up time on the constraint. Process
flow, lead time, and finished goods inventory should all improve as a
consequence of this simple application. Factories are full of helpful people before the
constraint who will surely recognize two process batches of the same product
that are separated by a day or so or thereabouts on the constraint
schedule. They will helpfully “mate”
them up again to be efficient – you are not going to remove 100 years of
tradition, let alone automatic local optimization, that quickly. Extremely helpful people will actually hold
up a process batch until a matching batch comes along. You will recognize that this is happening
when batch-pairs begin to arrive at the constraint – one generally late and
the other generally early. Despite
protestations of complete surprise you will find the cause somewhere before
the constraint. Like all old habits it will disappear as people gain
a greater appreciation of the importance in the improvement in flow.
(1) Johnson, H. T., and Kaplan, R. S., (1987) Relevance
Lost: the rise and fall of management accounting. Harvard
Business School Press, pp 212-214. (2) Schonberger, R. J., (1982) Japanese
manufacturing techniques: nine hidden lessons in simplicity. The
Free Press, pp 18-20. (3) Upton, D. M., (1995) What really makes factories
flexible? Harvard Business Review
Jul-Aug, pp 74-84. (4) Jaikumar, R., (1986) Postindustrial
manufacturing. Harvard Business Review
Nov-Oct, pp 69-76. (5) Schragenheim, E., and Dettmer, H. W., (2000) Manufacturing
at warp speed: optimizing supply chain financial performance. The
St. Lucie Press, pg 143. (6) Goldratt, E.
M., (1990) The
haystack syndrome: sifting information out of the data ocean. North River Press, pg 127. Copyright © 2003-2009 by Dr K. J. Youngman |
|||||||||||||