|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
Multi-Project Drums |
|
|
|
Introduction This page contains
some of the “pointers” needed to turn the knowledge in the preceding pages on
Critical Chain Project Management into something that will produce both
action and significant results for a particular case. As you know, people write books on just this
aspect and it is not the intent here to provide yet another. But there are a number of small things,
often very small things, that people who are not so familiar with Theory of
Constraints might find value in.
Things that we might otherwise do that we shouldn’t do, and things
that we might otherwise not do that we should do. It is one of those interesting things in
life to see a “new” approach such as critical chain applied in an “old”
environment with many of the old assumptions and reactions – many of which
are so automatic that we don’t even think about them – and then to hear that
the new approach isn’t working. It’s
not the new approach that is at fault, it is the old thinking of the old
environment. We need to watch for this
constantly. Well, I don’t
know about the good, but I’ve seen a bit of the bad and the just plain
ugly. There are many companies who see
themselves as generalized producers rather than “project” companies. They make things with long touch times, for
example tangible manufacturing or near-intangible software, and yet have
little explicit project management of their operation. Companies that build one-offs, either to a
standard design or customized, tend to use the “last one like that” to estimate
effort in “the next one” and set start and finish dates around that. They then launch the new project into the
system without due regard to the loading on the system because “the customer
is waiting and every day is a day lost to him.” And so it goes. Where there is
some logistical control, oddly, it seems to be as a material resource
planning system (MRP). I say oddly,
because such systems depend upon queuing for their functionality and as we
know there are no explicit queues in projects. Oddly too, because such companies may see
the age of their MRP system as the cause of their problems and embark on
expensive and time consuming upgrades to let them know more quickly how fast
they are losing money. They have
addressed an effect rather than the underlying cause. Maybe people use MRP systems because they do know how damn
difficult it is to organize anything around one of the Critical Path Method
(CPM) software approaches, a difficulty brought about by the close coupled
dependencies (tasks) and localized safety. Replacing MRP
with Critical Chain Project Management is a fundamental step forward. There is a fine example of this from the
United States Marine Corps that you can download (1). We need to
move from the bad to the good. In
order to do so, we must do things that currently we do not do. We now know the logistical direction of the
solution and most of the detail – Critical Chain. Here, let’s examine a few more of the
important implementation details, some of the things that other people might
forget to tell us about. Many
manufacturing/service projects that are to some extent repetitive – the same
or similar type of thing is produced each time – have sort of “evolved.” Often no one has ever
sat down and asked the critical question about what needs to be done and
when, and which parts must be done
in sequence and which parts can be done
in parallel. People are far more
likely to do this for “unique” projects or very large projects, but when we
have a significant number of apparently simple and mundane or repetitive
projects we often don’t do it at all.
Of course if we sit down and redo this plan from scratch, then once it
is done, we may not need to revisit it again; we have a template, but it will
be a vastly improved template compared to the one that we previously carried
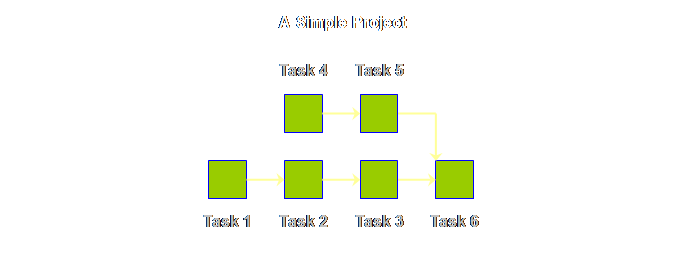
around in our heads. We need to sit
down and take a long hard look at devising the minimal PERT chart that we
need to implement the project.
Something like this.
Using a
pre-requisite tree approach it is possible to build the logic needed for the
PERT diagram. If we do so, then the
following will occur;
Tasks that are
not true predecessors will be resolved out of the critical chain into
parallel feeding chains where they belong.
The overall length of the Critical Chain is therefore reduced before
we even start. This is already a
significant competitive advantage. Don’t fall
into the trap of providing sufficiency, that is, breaking the basic tasks
down into further detail. The people
who are directly involved know what is required. A common enough problem once a proper project plan
has been produced is to try and resource it fully. Once again, we don’t need to do this. We only need to resource the tasks that we have to. These are
tasks where structural or resource dependency may mean we overload a resource
for a time, or where there is a resource or a group of resources who might,
if not well managed, constitute an internal constraint. Recent work by Ricketts (3), especially the concept
of resource management and resource buffering in service-type operations,
including projects, is important and deserves widespread understanding. It is a significant move forward in Theory
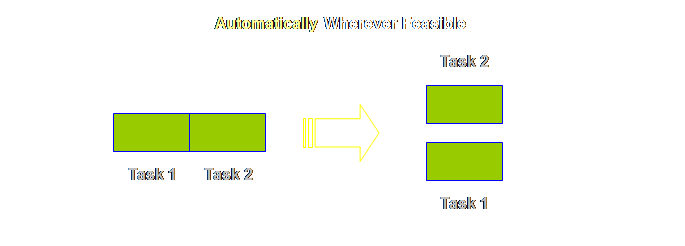
of Constraints knowledge. Reducing
multi-tasking in projects is akin to reducing work-in-process in manufacturing
operations. Although in manufacturing
operations we certainly can increase the output of the constraint
independently of the work-in-process, at least in the short term, ultimately
failure to reduce work-in-process, and thus manufacturing lead time, will
cause such an implementation to stagnate far short of its real potential, or
more likely it will cause the implementation to fail. In project
operations we too can increase the output of the constraint, time, by
reducing the critical chain, but not independently of the work-in-process in
multi-projects. Because the touch time
is so much higher in project operations compared to production operations we
can’t even implement Critical Chain Project Management unless we reduce
multi-tasking. Although I
have tried to keep things simple and focus on single project implementations,
the real world almost always forces multi-project conditions upon us – even
if it is a single project – by virtue of “other things” that must be done, as
well as the project. And if you think
avoiding multi-project is a cop-out, then just consider how many Critical
Path Method explanations don’t even go near multi-project. There are two
aspects to multi-tasking. Goldratt
makes them explicit (4, 5) but my experience is that people confuse the two
issues almost immediately. 1. In any multi-tasking multi-project environment there is a proportionate
increase in individual project elapsed time with increase in total number of
projects. Simply stated, double the
number of open projects, double the length of any individual project. 2. Lack of a clear priority system between projects and tasks in a
multi-tasking multi-project environment means that there is a disproportionate
increase in elapsed time with the increase in total number of projects. Double the number of open projects and the
length of any individual project will more than double. The
consequence of this disproportionate increase in duration is that the
reduction in touch time for any one project in such a multi-tasking
multi-project environment will be much greater than the 25% reduction in
touch time that we can obtain for a single project in a single project
environment. Why is this?
Most people ascribe it to “complexity.”
But that is akin to saying “we don’t really know.” The
disproportionate increase arises from the added uncertainty caused by what
Goldratt terms “bad-multi-tasking.” Bad-multi-tasking results from a lack of clear priority in
multi-project environments (6). As we
said on the page on project buffers, people are very good at estimating the
impact of uncertainty of resource availability and will build additional
safety into the touch time estimate to compensate for this (and then we go
and waste it for all the mechanistic and psychological reasons that we dealt
with on the same page). We saw the
priority rules to avoid this situation in the buffer status section of the
previous page. In fact without buffer
management this would be impossible to achieve. This is why Critical Path Method is careful
to avoid addressing multi-project environments where there is resource
commonality between projects. So let’s now
look at how to reduce multi-tasking in the simplest case assuming for the
moment that there is no confounding caused by lack of clear priority signals
amongst the various tasks and projects. The surest way
to improve the flow of work through production operations is to reduce the
amount of work-in-process. Really we
are taking away the unnecessary waiting from the process – or unnecessary
delay while waiting. We have no choice
but to reduce the number of open projects on the books. The first
thing that has to be done is to stop new projects from entering. Stopping new projects from entering the
system has manifestly positive results.
However, despite the logic, it is not within people’s experience to
have projects taking a shorter duration. The second
thing to do is to help “flush” existing projects out the door by
concentrating more upon those that are closest to completion. Concentrating on projects in such a way
will cause them to finish sooner and clear the number of existing projects
faster – so we can continue to admit new projects sooner. Goldratt
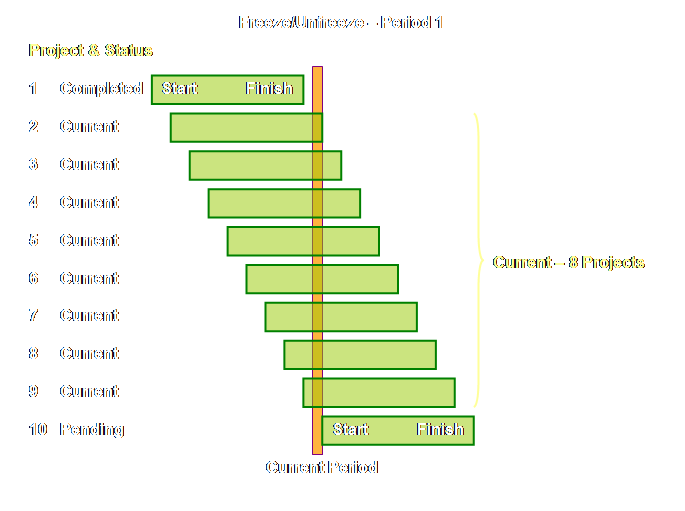
suggests freezing half of the open projects (4, 5). Let’s investigate this in detail.
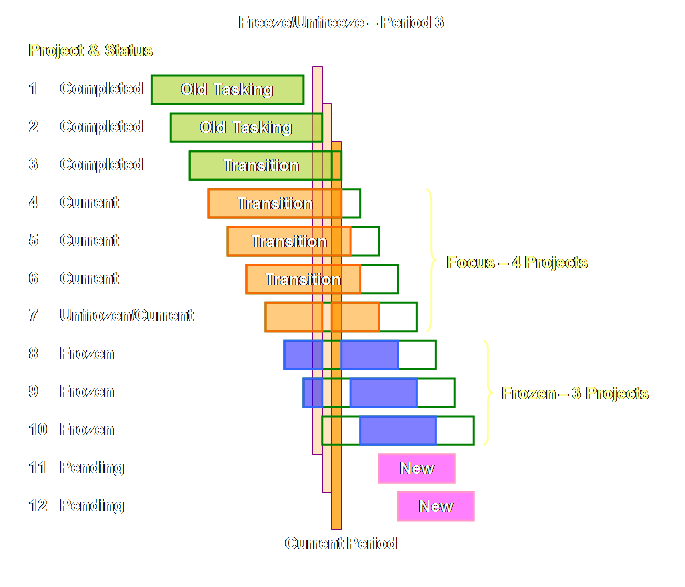
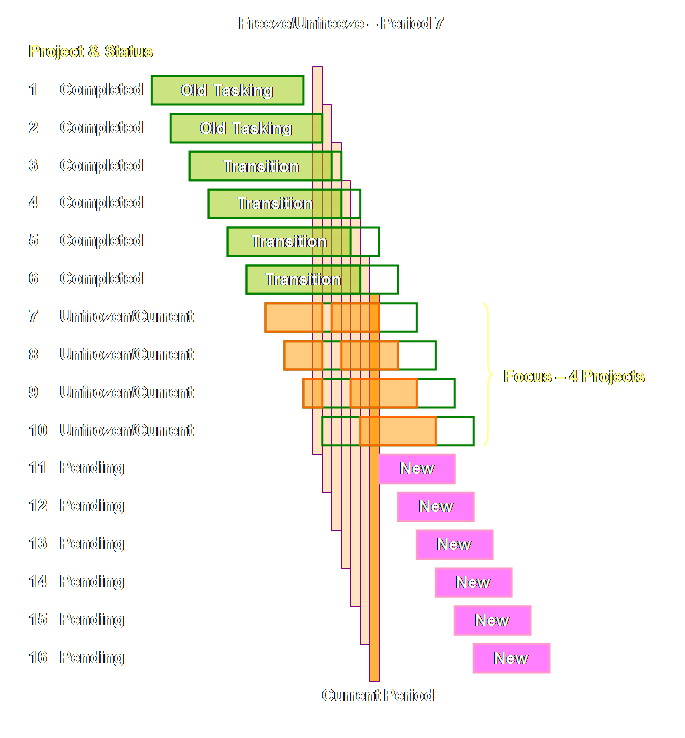
However, we
are going to stop all new projects from entering and freeze half of the
current projects. Projects 3, 4, 5,
& 6 will continue to be worked upon while projects 7, 8, 9, & 10 will
be frozen. Let’s see how
this looks.
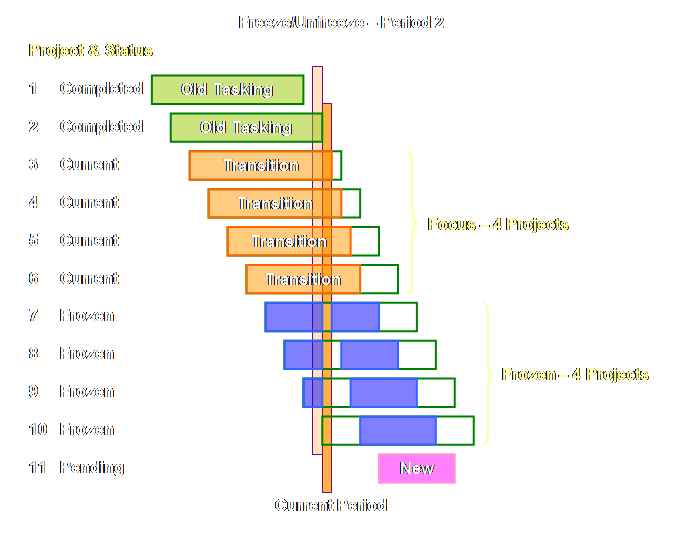
Note that the
4 current projects will all be completed in less than their original
estimate. This is because the
resources assigned to multi-task on the frozen projects are free to
concentrate on the remaining current projects. The current projects will take half the
time to complete the remaining work because twice as much effort is being
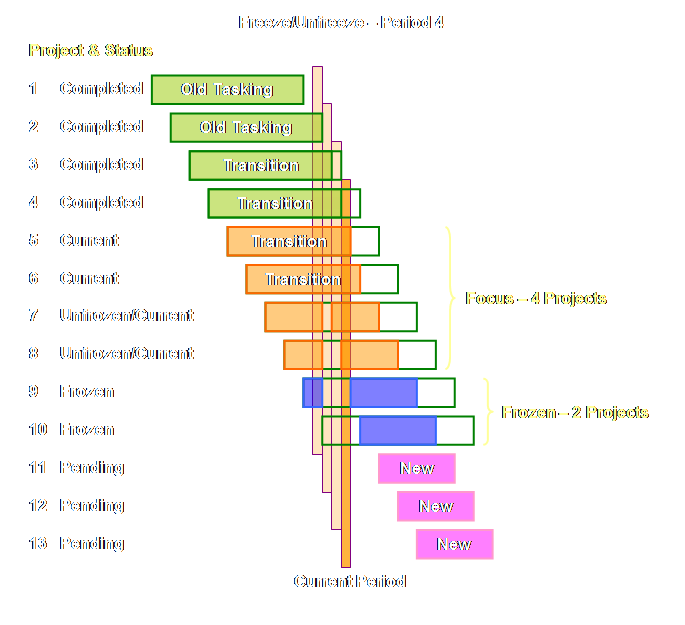
expended upon them. The same logic
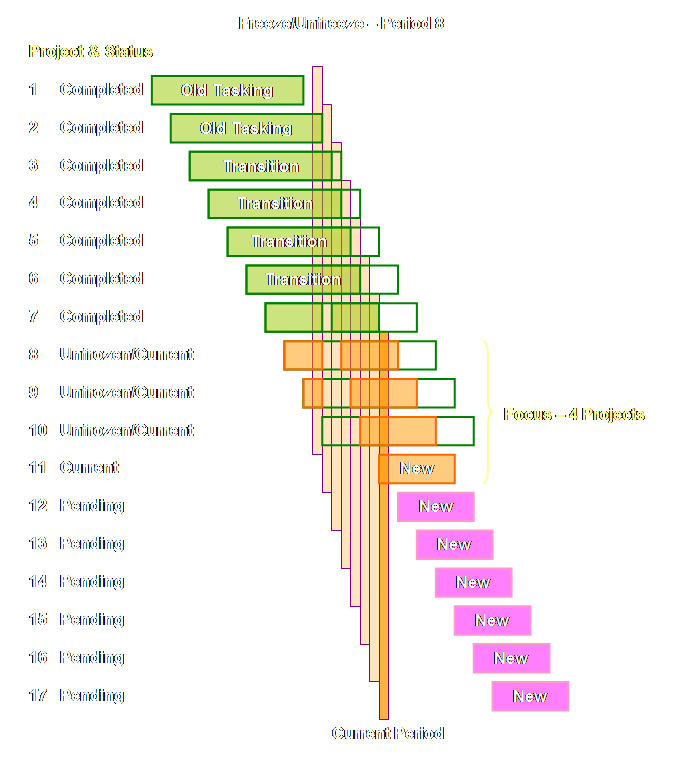
applies in the future to the 4 frozen projects. We can taken this into account
already. Project 10 which was due to
start the period that we imposed the freeze will take half of the original time
to complete. Any new projects will
also be scheduled for the same duration – because by the time that they start
there will be only half the work-in-process present and therefore twice as
much effort can be expended upon them. Projects 7, 8,
9, & 10 are off-set from the period that they “froze” until the period
that they are scheduled to be unfrozen. Let’s have a
look at the next period.
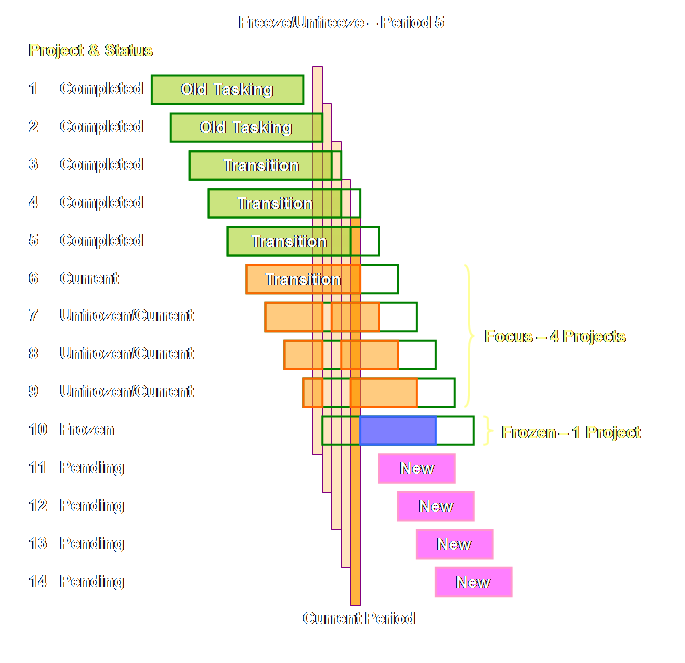
Let’s look out
a period
Let’s step out
a period.
Let’s see what
happens.
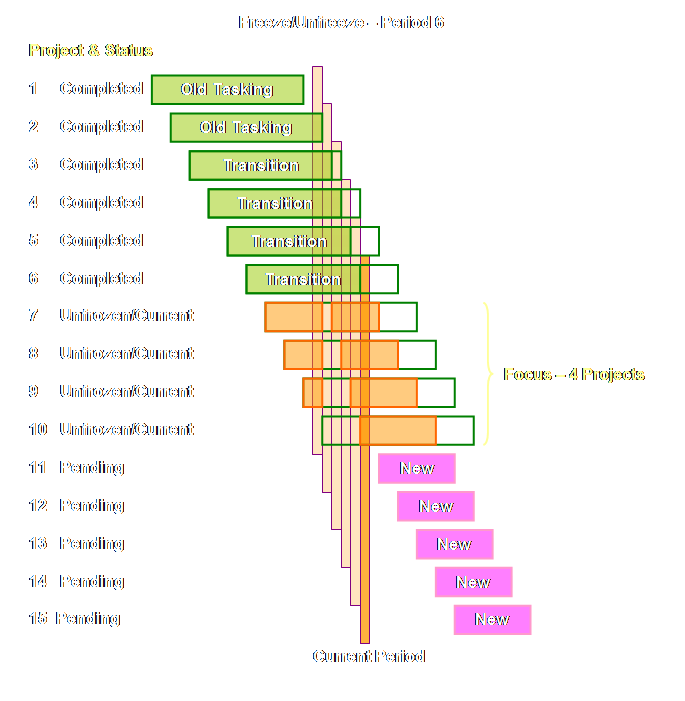
What happens
in the next period?
Next period.
We have
successfully transitioned from 8 projects open at the same time to 4 projects
open at the same time. Projects that
use to take 16 periods to complete now take 8 periods to complete. We achieved this by freezing half the open
projects, then unfreezing and maintaining the level of “work-in-process.” Well a caveat
or two. I know real life does not
present boringly uniform projects, but without showing the mechanics is such
a boring way, I don’t know how otherwise to get the message across. Regardless the principle remains the
same. And note that we did make an
assumption that staff are sufficiently resourceful that they could always
find work of the type for which they are suited even when half the projects
were frozen. In the simple
case above, the duration for a single project has halved from 16 periods to 8
periods. The total effort however
remains unchanged. Before we had 0.5 effort by 1 lot of 8 projects of
16 periods = 64 units After we have 1.0 effort 2 lots of 4 projects of 8
periods = 64 units All we did was
take out the gaps caused by our multi-tasking slice and
dice that we addressed on the previous page. The touch time remains unchanged! Now the important part. If we
approached such a multi-tasking multi-project environment with the assumption
that implementing Critical Chain Project Management would yield a reduction
in touch time of 25%, we would be right.
But we would also be wrong and not know about it. The potential reduction is much greater (4,
5). We have
assumed in our simple model some sort of perfect multi-tasking where
resources can flip effortlessly between different tasks. And we have assumed that we have
some sort of knowledge of which tasks to flip to and when. Reality is vastly different. As we have already noted, Goldratt coined
the term bad-multi-tasking
to describe the current (CPM) situation where there is no clear priorities of
which tasks we should flip to and when.
The consequence is that multi-tasking chews up touch time when
chopping and changing between jobs by not having the right resources
available on the right jobs at the right time. If a single
project can be implemented in 75% of the time by addressing the mechanistic
aspects of resource and structural dependencies as well as the psychological
aspects of procrastination, then the benefits of addressing the same issues
over multiple projects is much greater. We have the priority rules from buffer
status to guide us. Reductions of 50%
of the touch time rather than 75% of the touch time are in order. The Marine Corps example (1) shows a
reduction in cycle time (duration) to 1/3rd of initial and an increase in
output rate of 100% (= 50% reduction in touch time). People can and
do make accurate allowances for resource non-instant availability in current
multi-projects environments. With
buffer status we can largely negate this confounding issue. There is a
challenging notion to install in people-led project management, and that is
that in the absence of an internal drum, all personnel should have unassigned
capacity. Even in the presence of a
drum, only the drum has fully assigned capacity, everyone else still has
unassigned capacity. In most
project organizations project personal tend to be “bread-winners” and are
expected to be on project work most of the time, and as most project
organizations like to account for their costs this is reinforced by time
sheet form filling. We tend to find
people who are expected to be busy will in fact support that with their time
sheet billing. The time sheets at as a
“chock” that reinforces some of the psychological factors that we examined on
the page on project buffers, and which cause safety to be wasted. Let’s look at
this another way. You can have 100%
resource utilization and your current profitability or you can have
considerably more profitability and not know your resource utilization. How much more profit? Take your annual throughput (revenue less
any 1:1 totally variable costs such as project specific consumables) and
subtract your operating expenses (all the unavoidable period expenses such as
staff, rent, and so forth). The remainder
is your operating profit. Now take a
quarter of your annual throughput and add that to your annual operating
profit, this is your new operating profit.
It is substantially increased because you don’t pay for your operating
expenses twice . Now let’s ask
ourselves again, do we want to know how every minute of every day is spent
and have last years operating profit again, or do we want to do something
different instead? Measure
your projects not your people! And
by-the-way, how do we measure projects?
Buffers status of course. Now
at least we can understand why time sheets were so important in the
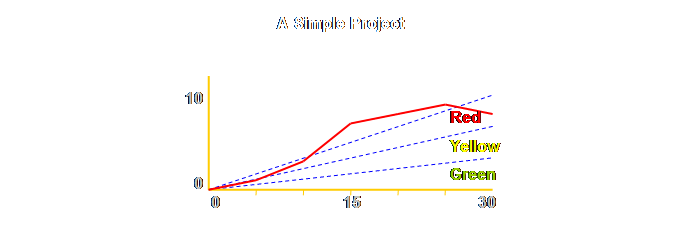
past. They were a proxy for project control. We presented
one approach to buffer status on the Critical Chain page although we did not
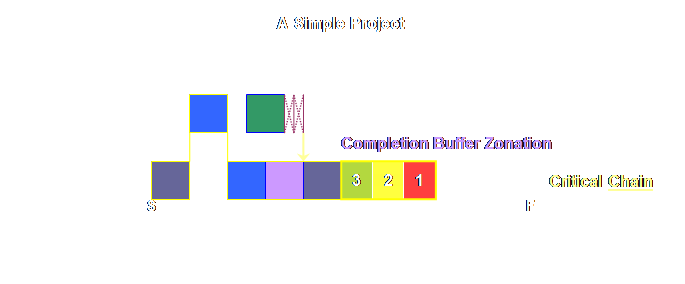
subdivide the buffer into zones. In
the production operations application, drum-buffer-rope, the buffer is
divided into three zones. Working out
from the “thing” that we want to protect, the delivery date, the latest zone,
zone 1, is called the red zone. The
next zone, zone 2, is called the yellow zone, and the earliest zone, zone 3,
is called the green zone. We can also
do this for our critical chain plan.
Let’s have a look.
Goldratt is emphatic
that whatever the task size, the buffer should be equal to half the lead time
of the unbuffered but trimmed plan or 1/3rd of the whole but trimmed plan (4,
5). It doesn’t take too long to
recognize why such a generalized rule should be used. People when first faced with the concepts
of Critical Chain Project Management are quite likely to decide that some
individual tasks are well known and that others are not, therefore they will
argue that the safety in each is different.
You may have to see this to believe it, you may not do it yourself,
but everyone else does. We are then
about 2 seconds away from an infinite and un-resolvable discussion as to the
“appropriate” level of buffering in each (and therefore every) task. I view this as a stalling tactic. It can stall the process dead; maybe that
is the true intent. In seeking to
simplify the dynamic complexity of project management some are only too
willing to dive into the underlying detail complexity from which they will
fail to surface. Having said
that, there are a number of other approaches that do recognize that different
tasks have different levels of safety; two of which warrant mention. The first of these belong to the “quants.” Newbold (7) and Leach (8) both give numeric
solutions to task sizing. This
approach is also available as a choice in a number of the Critical Chain
Project Management software packages.
It avoids the detail complexity hair-splitting by applying one rule –
albeit a numeric rule – to all tasks in the plan. Just because it is numerical does not mean
that it is more accurate or more precise, it is just another way to skin a
cat. The
diametrically opposite approach is that of Buckridge (9). For each major task ask for two task
estimates. The first estimate is for the
case where everything goes “swimmingly well,” the second estimate is for the
case where “things turn to custard.”
The first estimate becomes the task estimate and the difference
between the two yields the safety for each task and is aggregated into the
respective buffers (but is not reduced at all). Such an approach will still have oodles of
safety embedded within it, but at least it will be completed on time. This is an approach best reserved for
recalcitrant players. It is a first
step to building trust in critical chain so that more realistic buffering can
be established in the future. Previously on
the page on Leadership and Learning we discussed the reality of unintentional
punishment of positive actions and the unintentional reward of negative
actions. We discussed this in light of
the changes brought about by implementing drum-buffer-rope, the production
operations logistical solution.
Basically this is a clash of the old with the new, the conundrum being
that it is driven by the best of intents.
There is a way out of this conundrum, it requires restraint on the
behalf of managers more than anything else.
Let’s investigate this a little more for project operations. On the
Critical Chain page we used the words, “incorrect” and “correct” behavior,
this may sound very deterministic, however, that is not the intent. Let’s look first and the unintended reward
of incorrect behavior in project environments. We spent a great deal of time (a whole
webpage) discussing buffering in project environments. One of the key findings was that not only
are there mechanistic factors operating, such as task and resource
dependencies, but also psychological factors operating in positive response
to our working environment – the need to start tasks late and the need to
finish tasks late. In most
environments there is also multi-tasking going on, either between different
projects or between project and non-project work. Even if the environment is changed
tomorrow, the feelings will still linger, that is the behaviour will still
linger. Individuals or
groups assigned to a task who have fallen behind, will, based upon previous
experience, expect management to step in and provide more resources – or more
time. Managers, based upon previous
experience, may respond by doing exactly what is expected of them. This, after all, is how it always worked
before. However, doing so after
beginning to use Critical Chain Project Management will have a negative
consequence unless it can be shown by buffer management that absence
of such a response will endanger the whole project. In other words we have to move past
reacting to squeaky wheels. Rewarding
such actions will only cause such circumstances to continue. Failing to reward such actions will cause
those involved to look for ways – solutions – to their own problems rather
than receive additional help. If we
don’t do that we will short-circuit any process of on-going improvement. In fact we doubly short-circuit it because
those that have done the correct behaviour will feel demotivated. What then of the opposite case; punishing correct
behaviour? Individuals or groups
assigned to a task who have finished early, will, based upon previous
experience, expect to pad the job out.
Sure, in the past people have been reassigned, but usually from one
late task to another even later task.
Making honest task estimates and finishing early – that is with buffer
capacity to spare, puts these people “at risk” of reassignment. Managers doing their best might well be
reluctant to leave people “sitting” “unproductively,” but that is exactly
what we should do unless buffer status tells us to do otherwise. Punishing prompt completion by reassigning
people will only cause the old circumstances to continue. Not punishing such actions will begin to
reinforce to everyone that fundamental changes are afoot. The exception to this
(apart from when buffer status tells us that we must
do something) is if the people concerned make the offer. That is, if people who have time on their
hands make the offer, then it should be accepted. They won’t do this unless they believe the
cause is real. It may not happen the
first time, but it will happen. We can
be proactive due to our buffer feedback, we don’t need to be reactive anymore
– but old habits are sometimes hard to break.
These are powerful and interrelated reinforcing actions. The unintentional punishment causes a
positive action to cease and is very difficult to restart; the unintentional
reward causes a negative action to carry on and is very difficult to stop. We need to be seen to
be managing. And managing usually
means taking action. We will find that
quite often in this new environment managing will mean not taking an action. Goldratt quite rightly points out that many project
management organizations operate as “matrix organizations,” organizations in
which managerial authority (but not responsibility) is vested in the
personnel’s technical or substantive “resource” manager while responsibility
(but not authority) for project delivery is vested in a separate project
manager. The project manager being
devoid of the authority to man the project. This creates a perfect dichotomy where project delivery
responsibility and authority are misaligned.
The solution to the problem, for which Critical Chain Project
Management then “rides to the rescue,” is to use buffer management to address
the real priorities between conflicting project managers, resource managers,
and the very people – the resources – who are caught in the middle. Of course, this is in the context of proper
staggering of individual project plans and the consequent reduction in
reactionary multi-tasking. People are
well aware, also, that matrix organizations aren’t the preserve of large
firms, even small “boutique” professional firms seem able to create
considerable havoc with as few as a couple of handfuls of staff (“I can’t
come over to talk to you, I am too busy sending you an e-mail”). As nice as the buffer management solution is to this
problem, it only addresses a symptom.
And we should know much better than that, should we not? Therefore, what about the core problem of
two managers with different or divided responsibility? There is a solution to this. Let’s have a look. Elliott Jaques began studying real living industry
in the form of the Glacier Metal Company in 1947 and continued through to
1977. Single industry longitudinal
studies such as this a very rare but also very rich in their returns. One consequence of the Glacier study was to
formulate an understanding of matrix organization that seems unrivalled
elsewhere. Jaques argues that the real
question is not who resources are accountable to, but rather who is
held accountable for their work (10, 11). “A matrix of people cannot be held
accountable for giving vigorous and creative leadership to anyone. The resulting loss of incisiveness is
grievous.” Project teams are in Jaques language, “attached
subordinate teams,” the resource manager is the home-base manager, the
project manager is the borrowing manager, and the team member is the
subordinate. The borrowing manager
must respect the home-base manager-subordinate relationship, but can; § Assign tasks to the team member § Review and coach with respect to
those tasks § Report on the team members
effectiveness to the home-base manager for merit review § Initiate termination from the team
before the stipulated time has elapsed. Where the subordinate is attached temporarily, as on
an ad hoc project team, the home-base manager decides the subordinates merit
review, taking the borrowing manager’s appraisal into account. Its hard to do justice in a paragraph or two on just
one aspect; there is much more. The
material is significant, accessible, and available; it is well worth
investigating if you want to address the core issues of requisite authority
in requisite organizations. Most
organizations are both non-systemic and non-requisite. Having a matrix organization seems more like an excuse
than a solution, however, buffer management and reduced multi-tasking has
been shown to make such organizations significantly easier to manage. Few people seem to venture into the work of Jaques,
although there are exceptions (12, 13), and we are all the poorer for
it. This might simply indicate a lack
of “requisite leadership.” Critical Chain Project Management presents us with
an opportunity to plan projects well for maybe the very first time. We should make sure that we break with our old
traditions of how we have done things in the past and re-plan our projects
from scratch. But planning is only
half the story. The real power of
Critical Chain Project Management comes from the control afforded during the
execution or deployment of the job.
Buffer status and buffer management allows us unprecedented feedback
on the progress of the project and where to focus attention and where
not. And maybe this is the most
important factor in the whole approach.
We have a totally new and systemic way to manage projects. We should make the very most of this
opportunity. (1) Srinivasan, M., Jones, D., and Miller, A.,
(2004) Applying Theory of Constraints principles and Lean Thinking at the
Marine Corps maintenance center. Defense Acquisition Review
Journal Aug-Nov, pp 134-135. (2) Dettmer, H.
W., (2003) Strategic navigation: a systems approach to business
strategy. ASQ Quality Press, pg 190. (3) Ricketts, J. A., (2008) Reaching the goal:
how managers improve a services business using Goldratt’s Theory of
Constraints. IBM Press, pp 67-89. (4) Goldratt, E. M., (2002) TOC on project management and engineering:
a self learning program. Goldratt’s
Marketing Group (video-based tutorial). (5) Goldratt, E. M., (2003-2006) TOC insights into project management and
engineering. Goldratt’s Marketing
Group (software-based tutorial). (6) Goldratt, E. M., (1998) Project Management the
TOC Way. Avraham Y. Goldratt Institute
Limited, pg 37 onwards. (7) Newbold, R.
C., (1998) Project management in the fast lane: applying the Theory of
Constraints. St. Lucie Press, pg 95. (8) Leach, L.P., (2000) Critical chain project
management. Artech House Inc., pp
167-168. (9) Buckridge, K., (2006) personal communication. (10) Jaques, E., (2006) Requisite organization: a total system for
effective managerial organization and managerial leadership for the 21st
century – revised second edition memorial.
Cason Hall & Co., page pairs 83, 84, & 98. (11) Jaques,
E., and Clement, S D., (1991) Executive leadership: a practical guide to
managing complexity. Cason Hall &
Co., pp 107-108 & 233 - 239. (12) H. W. Dettmer (2007)
The logical thinking process: a systems approach to complex problem
solving. American Society for Quality,
pg 322. (13) This Webpage Copyright © 2008 - 2009 by Dr K. J.
Youngman |